WATCH - In this Exploration Update MD Michael Schwarz discusses the positive metallurgy results in detail as well as iTech's plans for expanding the resource at the Campoona Graphite Project. (6:30)
HIGHLIGHTS
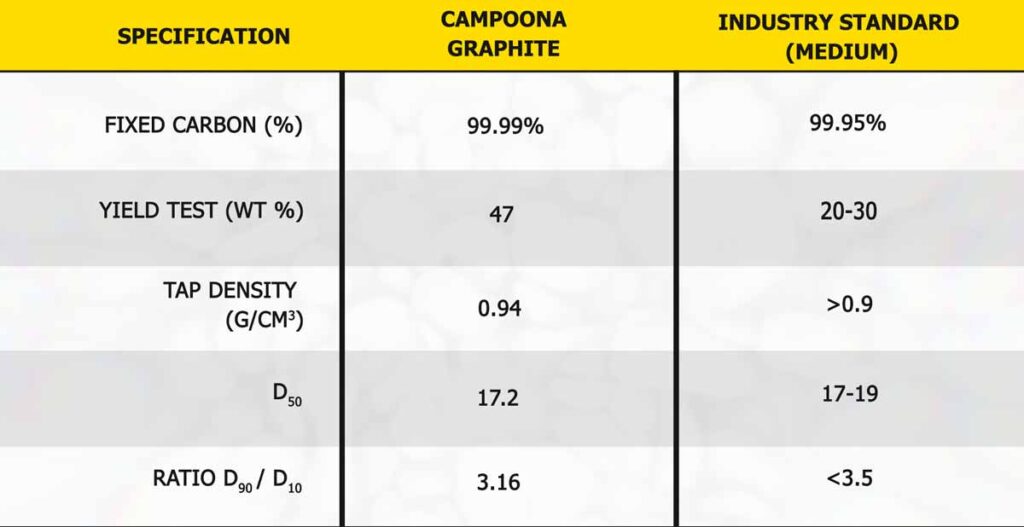
- • Production of spherical graphite from a bulk sample of run-of-mine Campoona ore has met (or exceeded) all industry standard parameters for lithium-ion battery anode material
• Purity, tap density, fraction size and ratio are all with industry standard parameters for a medium size spherical graphite product, most often used in electric vehicles and energy storage applications
• High yield of 47% spherical graphite
• 99.99% purity achieved with both caustic baking and autoclave assisted caustic leach methods which eliminate the use of hydrofluoric acid
• Achieving high purity of both spherical and flake graphite products provides options to convert the bulk of Campoona concentrate into high value battery products
"These results demonstrate that Campoona has the potential to produce a high value spherical graphite, from an Australian project in a State with significant production of renewable energy and excellent infrastructure. The use of non-HF methods such as caustic baking to purify the concentrate add further weight to the projects green credentials which we believe will help us produce a premium product for the renewable energy markets"
— Managing Director Mike Schwarz
DETAILS
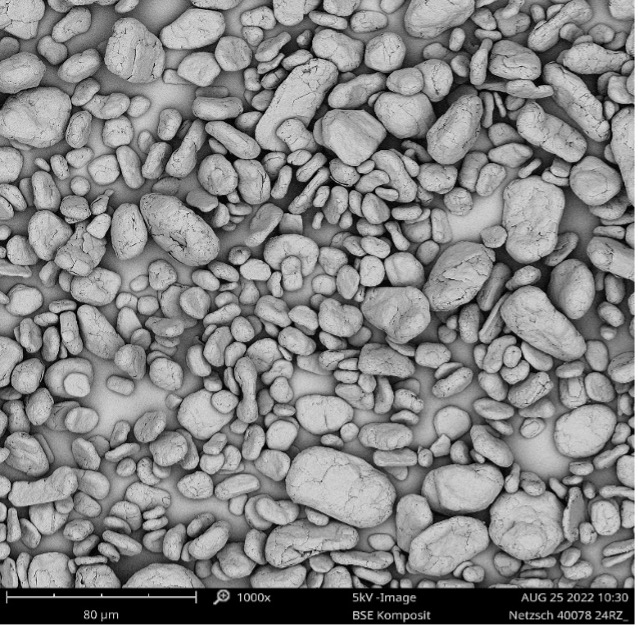
Figure 1. 99.99% carbon spherical graphite produced from Campoona concentrate (SEM image; 5kV, 1000x magnification, image ~ 320 microns across)
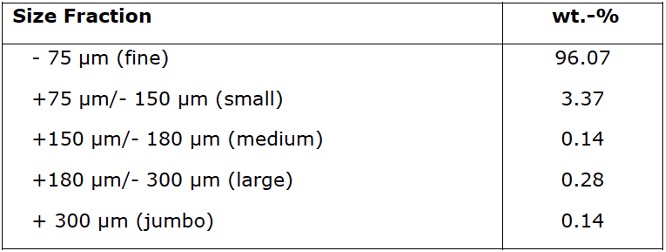
Table 1. Final concentrate size analysis
Metallurgical Results
Test work was undertaken on bulk sample (407 kg) of run-of-mine (ROM) graphite ore collected from reverse circulation and diamond drilling at the Campoona Central Deposit. The drill holes were located within areas representative of low strip ratio mineralisation of prime economic interest.
Table 1 shows the flake size distribution that was achieved while focussing on a concentrate suitable to produce purified spherical graphite (PSG). A concentrate of ~94% TGC with recoveries of ~80% were achieved through conventional flotation processes. Spheronisation of graphite flakes typically uses the small to fine flakes which means >99% of the sample is suitable for PSG production.
The process of converting large flakes into smaller particles (micronising) of a suitable size for anode production is expensive because any additional grinding is energy intensive, adding additional cost to processing. With the Campoona concentrate, the process begins with smaller flake sizes, and the purity can be improved, to 99.99% FC, through low-cost purification, finer flake material becomes particularly attractive for producing battery-grade graphite, and more cost effective than starting with large-flake material. Additionally, the resultant fines, which would normally be a low value by-product, have the potential to become a high value conductivity enhancement material in battery cathodes.
Table 2. Test results for spheronised purified graphite from Campoona Graphite Deposit
NEXT STEPS
Resource Expansion Program
The Campoona Graphite Project contains a JORC 2012 graphite Mineral Resource of 8.55 Mt @ 9.0%. iTech could significantly expand its global graphite resources at both Sugarloaf Graphite Prospect which occurs on EL5791 and EL5920 and the Lacroma Graphite Prospect which occurs approximately 30 km to the north of Campoona on EL6643. iTech Minerals owns 100% of the graphite rights on EL6643 and EL5920 and right to all minerals on EL5791.
The Sugarloaf Prospect was originally explored by Archer Materials (ASX: AXE or Archer) between 2011 and 2016 and consists of a large occurrence of microcrystalline graphite. Due to the former prevailing view that graphite deposits needed to have a large flake size to be economic, Archer decided to focus on other prospects. With a change in demand to fine flake sizes for spherical graphite production, iTech believes that Sugarloaf has the potential to significantly expand the Company’s resources of fine flake graphite if metallurgical test work confirms that it can be readily concentrated to battery grade levels.
The Lacroma Prospect corresponds to a prominent Electro-Magnetic (EM) signature that has a potential strike extent of over 12 kilometres (see Figure 3). Initial drilling at Lacroma recorded very wide intercepts of graphite (60m @ 6.8% TGC). Lacroma graphite, like the graphite at Campoona Shaft and Central Campoona, is high crystalline fine flake graphite. Metallurgical test work undertaken by Archer Materials (ASX: AXE or Archer) in 2015 showed that a 98.6% TGC concentrate using the same conventional flotation and leaching conditions as for the Campoona Deposits. This suggests that the same processing circuit planned by iTech could also use graphite ore from Lacroma.
RECENT NEWS FROM THE CAMPOONA GRAPHITE PROJECT

iTech Launches Share Purchase Plan (2025)

Ask iTech: Graphite Progress and Bulk Samples

Ask iTech: The Long-Term Graphite Strategy Explained
